
Stainless steel is a group of over 200 steel alloys containing a minimum of 10.5% chromium, which is the key element of stainless steels. This is due to the fact that its reaction with oxygen and moisture from the environment results in the formation of an oxide film on the steel surface that acts as a protective layer against the corrosion.
The so-called passive layer confers resistance and inertness properties to the material, which is even capable of repairing itself when scratched.
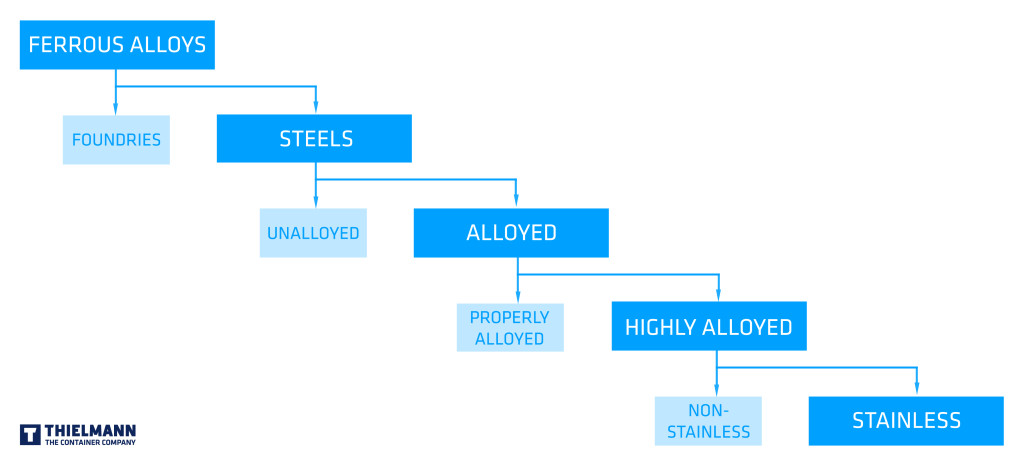
High strength and corrosion resistance make stainless steels the best choice for a wide range of applications. However, each application has its own requirements, which can be fulfilled by the proper combination of alloying elements such as nickel, molybdenum, nitrogen, copper… This has resulted in a wide variety of stainless steel families and grades differing in terms of alloying elements or metallurgical phases. Stainless steels families are divided into 5 groups according to their microstructure at room temperature: austenitic, ferritic, martensitic, duplex, and precipitation-hardening. Within each of the families, there are multiple grades of stainless steel with different characteristics. Consequently, not every grade of stainless steel will resist in every operating environment: some stainless steels perform better in corrosive environments; some are better suited for extremely low or high temperatures; some offer really high strength; some are more easily formed, machined or welded… Since the improvement of some characteristics involves the attenuation of other properties and/or the increase of material costs, it is important to define the environment in which the stainless steel is going to operate along its life cycle. This will lead to select the most suitable grade of stainless steel for each particular application and thus to get a successful performance of the final product.
As a consequence of its versatility, stainless steel is everywhere, from daily life domestic tools to industrial appliances with high demanding requirements. Some of the general characteristics of this material are summarized below:
- Long-lasting aesthetic appealing. This property makes stainless steel the best option for products and facilities required to be exposed to environmental conditions while being long-lasting at the same time.
- Favorable strength to weight ratio. Opposite to what it would seem, stainless steel is a lightweight material when compared to others with similar characteristics, which has resulted in an increasing demand in industries where ergonomics and weight reduction are a must.
- Long service life. This feature makes stainless steel the excellent choice not only from the economic point of view, but also from the environmental perspective, since it implies a reduction in resources consumption and an improvement of the life cycle assessment of stainless steel products.
- Recyclable. Stainless steel meets another important criteria of a sustainable material because of being 100% recyclable without losing its quality and regardless the number of times the process is repeated. Whereas there are other materials that are theoretically 100% recyclable, stainless steel is one of the world’s most recycled materials, with more than 80% recycled content and recapture rates in practice.
- Reusable. Its cleanliness makes stainless steel the perfect material to be used in reusable products, resulting in the reduction of waste and the improvement of the life cycle assessment of stainless steel products. Once the end of life is reached, the main alloying elements of stainless steel (chromium, nickel and molybdenum) are all highly valuable and can be easily be recovered and separated from other materials.
Among the stainless steel applications, THIELMANN- The Container Company is specialized in the manufacturing of containers for three main sectors with different concerns: Food and Beverage; Chemical and Pharmaceutical Industry; and Pressure Vessels.

In Europe, the Regulation (EC) 1935/2004 specifically requires that food contact materials “shall be manufactured in compliance with good manufacturing practice so that, under normal or foreseeable conditions of use, they do not transfer their constituents to food in quantities which could: (a) endanger human health; or (b) bring about an unacceptable change in the composition of the food; or (c) bring about a deterioration in the organoleptic characteristics thereof. These requirements also conform to US regulations from the FDA, where the “substances that may come into contact with food as part of packaging or processing equipment but are not intended to be added directly to food” are considered as “Indirect food additives”.
Thus, the general inertness of stainless steels make them ideal for food and beverage packaging material due to the fact that they do not react with the food, so both the product and the container remain pristine.
Moreover, stainless steel is a very hygienic material, remarkably cleanable and durable. These properties have established certain grades of stainless steel as the materials of choice for the food and beverage sector, where guaranteeing the quality of the product is imperative.

The products from the chemical and pharmaceutical industry must meet the highest quality standards. It is all about the health and safe of consumers. When using materials to be in contact with chemicals, it is essential for them to be aseptic and to have high corrosion and temperature resistance in order to be safe and to guarantee a very long lifespan even in heavy use conditions. These premises, together with its inertness, hygiene and ability to be cleaned, justify the excellence of some grades of stainless steel in the chemical and pharmaceutical industry. In addition, the high resistance and toughness characteristics of stainless steels, make them the ideal material in the demanding transport of dangerous goods, which is aimed to prevent accidents to persons and damage to the environment or other goods.

Pressure vessels are used in a variety of applications such as the automotive sector or the energy storage. Their design and manufacturing involve requirements such as maximum safe operating pressure and temperature and high mechanical resistance. In addition, these vessels have to be engineered with a safety element, corrosion allowance and/or minimum design temperature (for brittle fracture).
Stainless steels offer all these specifications in an only material, ensuring security and reducing the weight when compared with other alternatives, which is crucial in sectors such as the automotive one.